适用管径范围 | 标准型:?Φ20-80mm?Φ20-114mm?Φ50-219mm三种机型可选 另有大通孔机型可根据焊接工件直径定制 |
适用工件长度 | 单件≦12M,接长后长度理论上不限制 |
适用壁厚 | 2-15mm |
适用材质 | 碳钢、合金钢、不锈钢、铜镍合金等 |
适用坡口型式 | 单 V(30?、37.5?)坡口 |
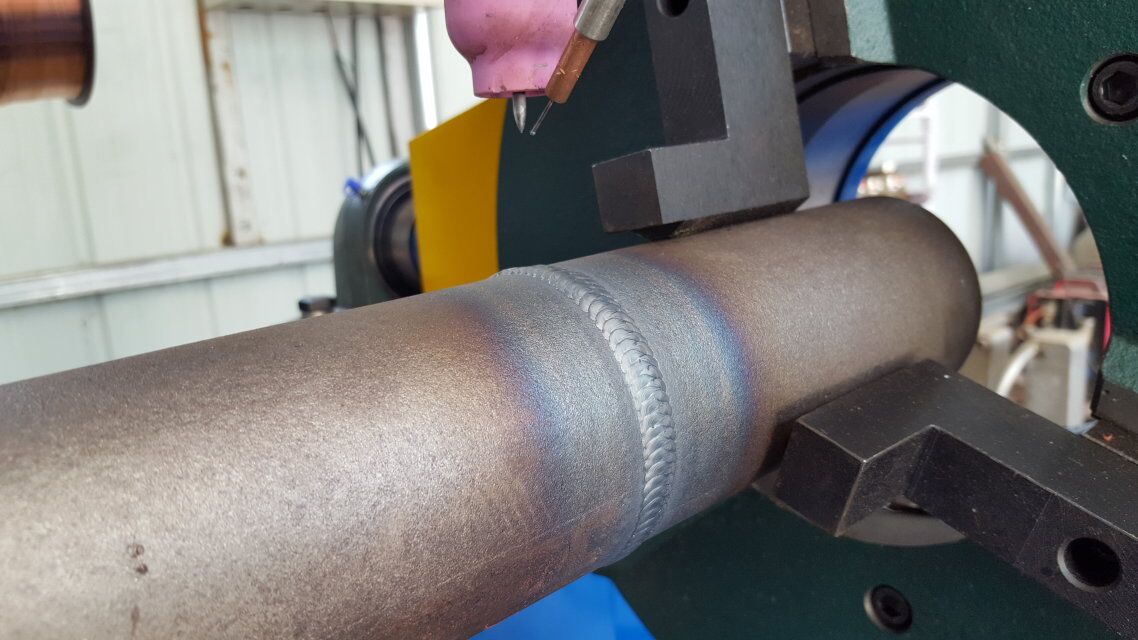
工件形式 | 直长管与直长管坡口对接环焊缝的焊接 |
焊接工艺 | 氩弧焊或热丝氩弧焊 单面焊双面成型,背面成型要求均匀一致 |
工艺特点 | 双头双卡盘或四卡盘同步夹持、同步旋转焊接,焊接前无需事先点焊固定 |
结构特点 | 由主机架、升降机座、自动夹紧卡盘、自动控制系统、焊接系统等组成 |
使用焊丝规格 | Φ0.8-1.2mm盘丝 |
工件驱动方式 | 焊缝两侧气动卡盘自动夹紧,驱动卡盘同步旋转进行焊接 |
焊接速度(mm/min) | TIG:70-150,热丝TIG:200-350 |
焊缝质量 | 外形美观,射线探伤合格率98%以上 |