济南金鲁鼎为大家详细介绍下自动焊在使用过程中易产生的缺陷及其原因。
1.自动焊焊接时会产生焊缝夹渣,主要有以下三个方面的原因造成的:
打底焊后不,致使在快速热焊时,未能使根部熔渣完全溢出。
打底焊清根的方法不当,使根部焊道俩侧沟槽过深,呈现W状。在快速热焊时,流到深槽的熔渣来不及溢出而形成夹渣。
在仰焊位置收弧过快也易产生夹渣。
2.焊缝产生裂纹的原因
如果施工地段起伏较大,土墩未及时垫到位,使管子处在受力状态,在焊接收弧点,尤其是6点钟位置易出现应力裂纹。
在焊接过程中,如果早松开或撤离对口器,致使熔池中的铁水未来的及凝固好,在焊接收弧出容易产生裂纹。
焊工在仰焊位置采用直接熄弧等不当的收弧方法,致使熔池未填满形成弧坑而出现弧坑裂纹。
3.焊接时内凹产生的原因
打底焊时熔透深度不够。
焊接电流过大,热焊时在5-7点位置焊速太慢。
对口间隙过大。
4.焊接过程中产生气孔的原因:
盖面焊时,熔池过热,吸覆大量的周边空气。
盖面焊时,摆动幅度太大,熔池保护不良。
根部间隙过小,容易产生根部针形气泡。
焊条未在规定时间内用完或长时间暴露在空气中。
秉承科学的管理理念,采用先进的技术,专业致力于数控切割机及焊接机的研发和生产。
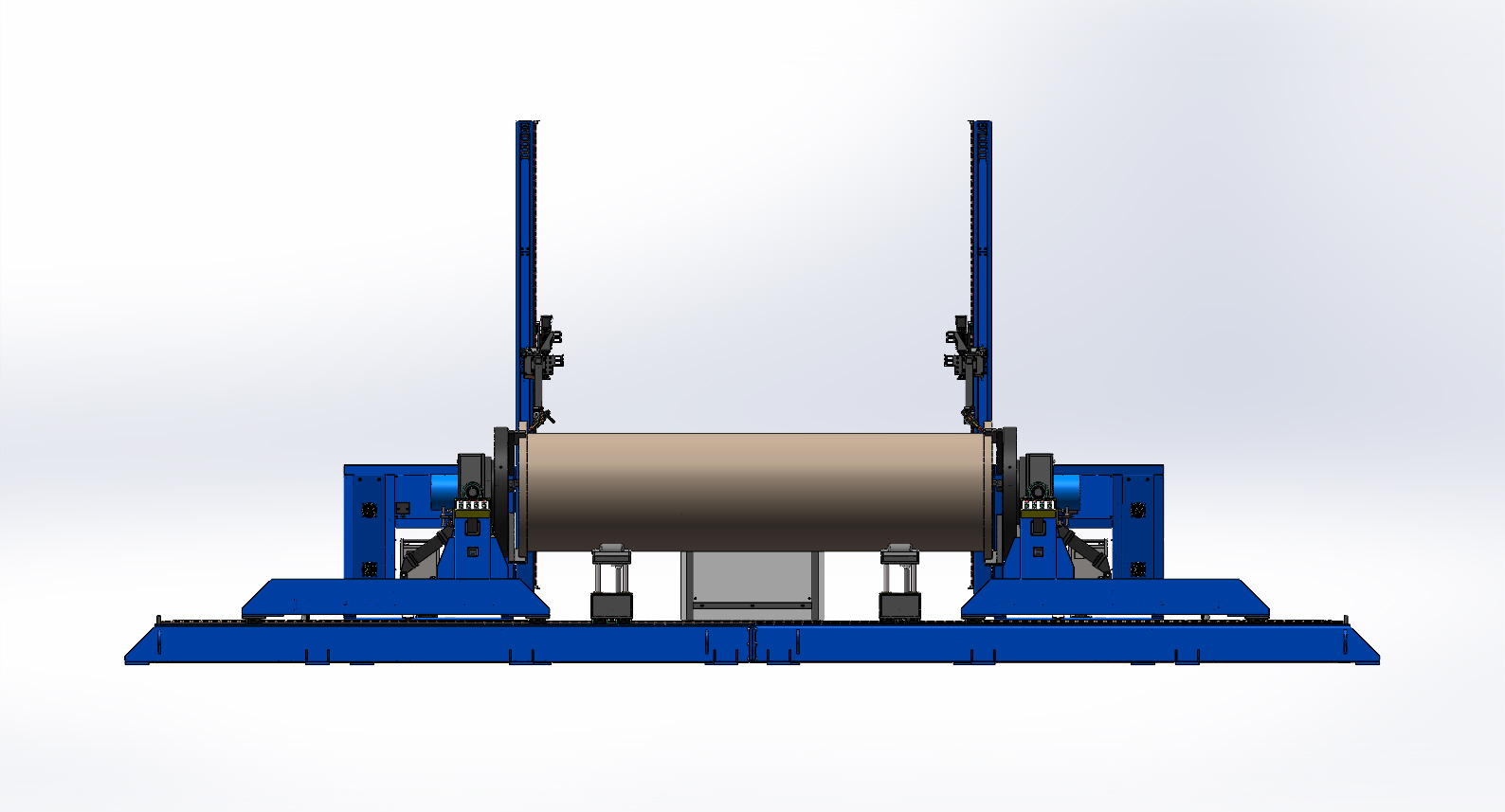
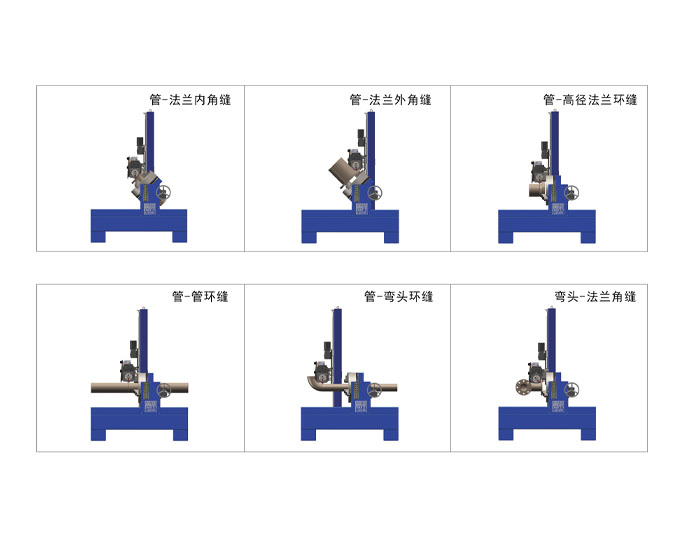
济南金鲁鼎H1440T自动焊接机 管-法兰自动焊接系统
H1440T自动焊功能特点:
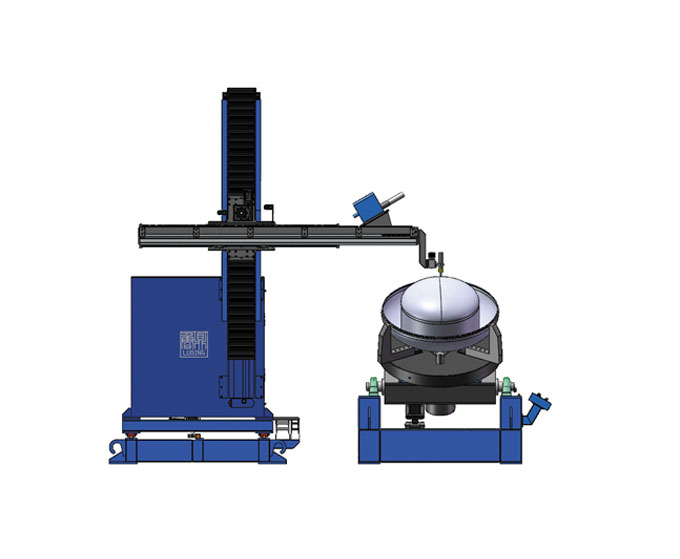
● 适应管管、管弯头、管三通、管高颈对接;管法兰、弯头法兰角接
● 适应碳钢、低合金钢、不锈钢、铜等多种材质的焊接
● 搭载氩弧焊焊接设备
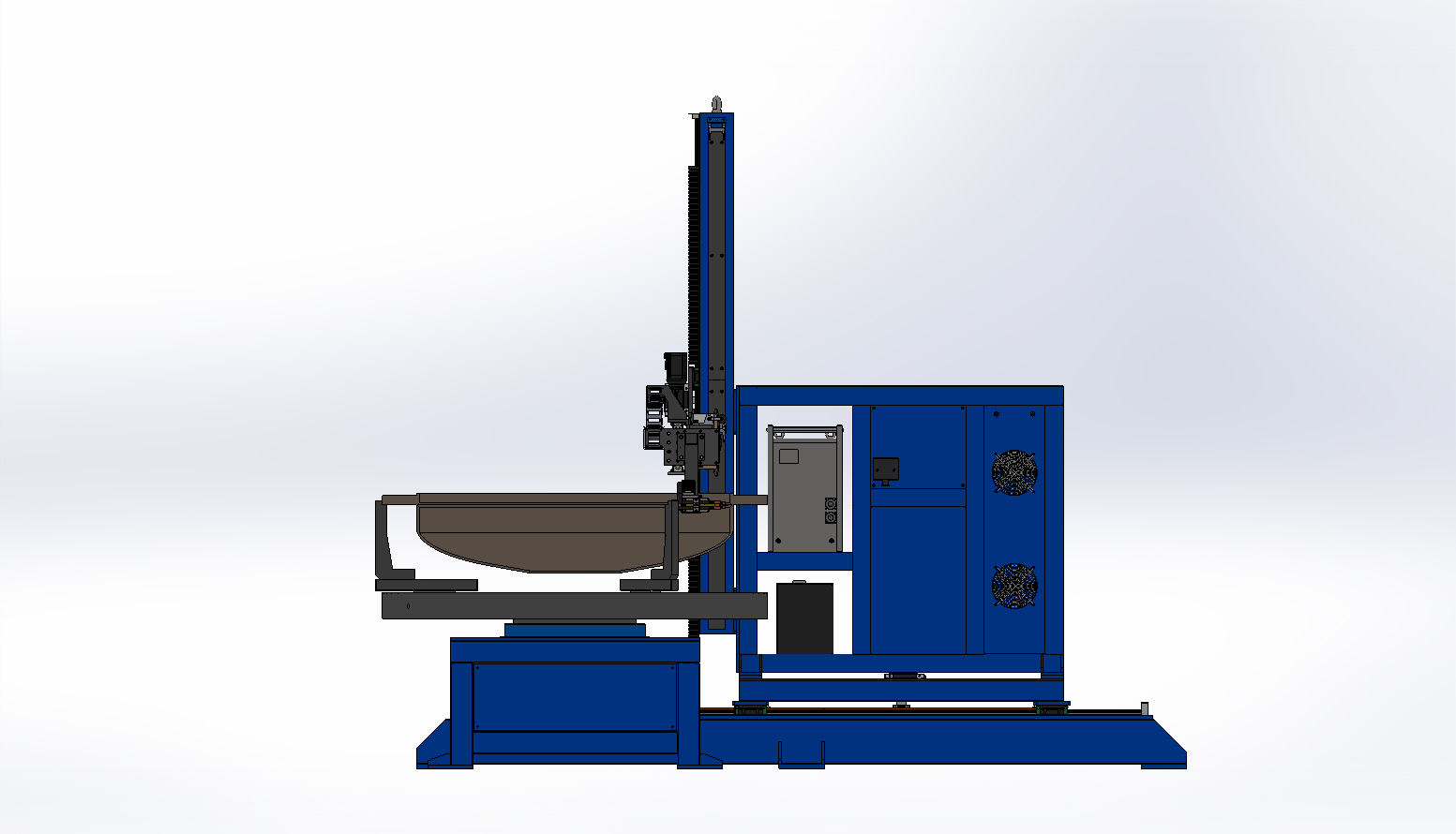
● 整机一体式设计,结构紧凑、成熟可靠;三爪自定心车床卡盘旋转定位准确
● 焊接操作臂 变位机 焊枪角度调节机构,保证了焊枪多位置、多角度转换
● 控制系统采用大屏幕触摸屏人机界面,编程方便
● 焊接工艺存储量为30套,可根据焊件规格,按编号直接调用相应焊接工艺
● 标配弧长跟zong系统(AVC)及焊抢横摆系统(OSC)
● 数控自动送丝机,具自动反抽丝功能和脉动送丝功能,送丝精度高
● 强制循环水冷系统,保证了整机长时间可靠运行
● 一键式操作,自动完成整个焊接过程;也可根据需要实时干预焊接参数